Read The Fabricator’s article featuring PEP’s advanced automation and intelligence!
Read The Fabricator’s article featuring PEP’s advanced automation and intelligence!
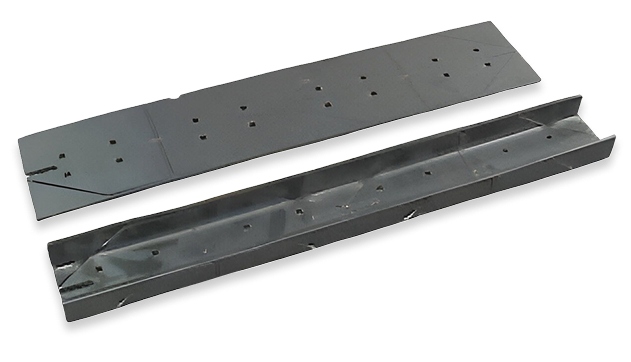
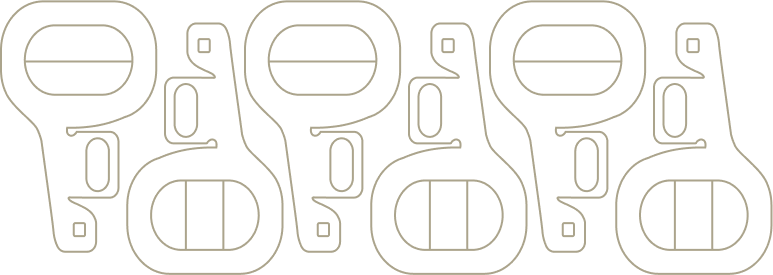
As can be seen in the left picture of the “Mini Nest” in Fig 1, four small parts are held together with tabs so that they can be fabricated without the pressbrake operator having to hold each part with their fingers up close to the machine. The picture on the right shows the finished part before and after braking.
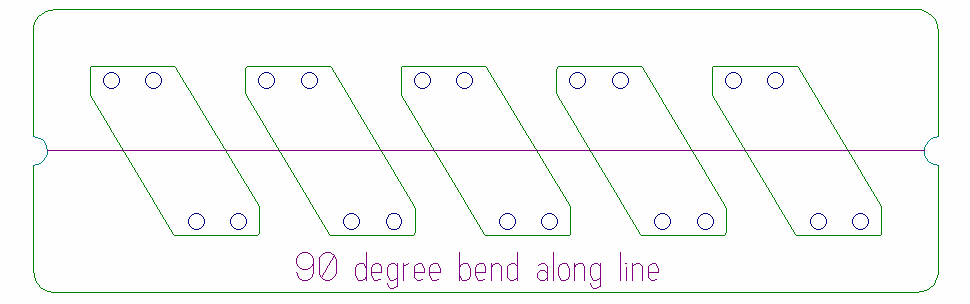
Fig. 2. In this example 5 slanted parts were placed into a mini nest allowing the press brake operator to hold the nest rather than the individual parts resulting in a more consistent and accurate bend.
P.E.P. will create the “Mini Nest” boundary, nest the parts inside the boundary, add brakes lines, comments, sequence the internal and external cutter path and assign the lead-ins and tab the parts all automatically.
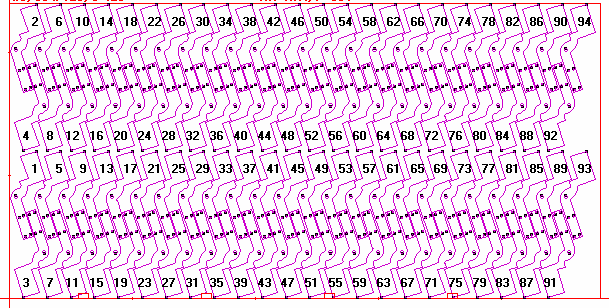
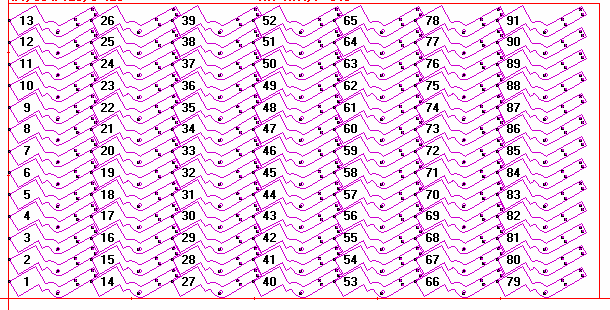
Material Grain can effect material yield of press brake parts as shown below.
The P.E.P. “Soft Grain” Nesting approach will AUTOMATICALLY nest 94, as compared to 91, 84 & 67.
In P.E.P., the process of taking a work order, finding the part, nesting and posting the nest is entirely automatic. That is not the case for other nesting products because of the way they nest. Competitors products require the user to manually interact with the nesting software, identifying the shape, setting the rotation and selecting the nesting approach to be used.
The ROTATION of nested parts can effect the accuracy of parts if the same part cut at different rotations is fabricated using the same reference location. It is common for parts cut at different rotations to alter the accuracy of the part by as much as THREE degrees when air bending ordinary everyday parts that are not nested correctly on the sheet. A three degrees bend error can cause a hole alignment error of .25″ as well as other accuracy problems.
The three degree error is induced into the part by the brake at the time of bending when a part is cut on a sheet of material at 90 degrees to the rotation of the parts that the operator used to setup the brake.
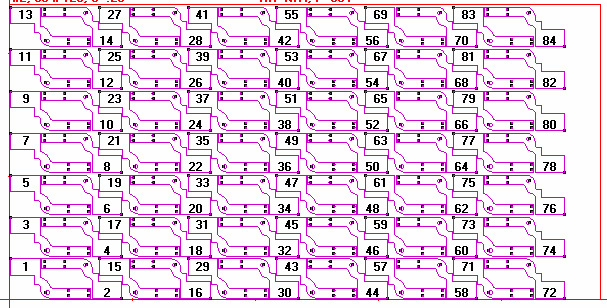
In Fig. 4 you will notice that the P.E.P. logic nested the parts at 180 degrees to each other. Therefore, the parts will bend up correctly and as accurately as if the parts were all nested at zero degrees.
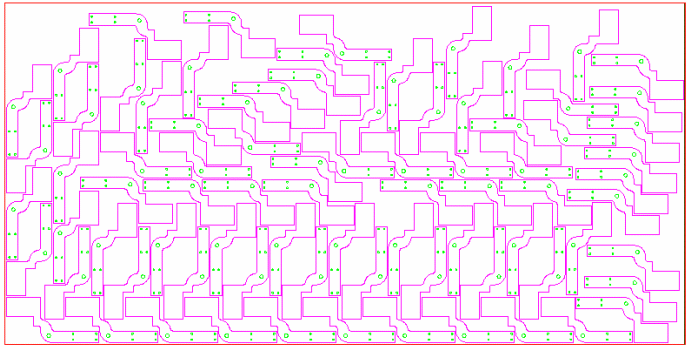
In Fig. 5 you can see that the Brand-X nest puts parts down at all four rotations 0, 90, 180, 270 . If the end user tries to fab up the parts as nested in fig. 5, approximately 33% or more of the parts will have the bend error of 3 degrees.
Therefore, for a competitors nesting products to work around the material grain problem, the programmer must manually interact with the nesting software in a number of different ways, such as selecting a special nesting mode and assigning grain to the parts so that the parts will only be nested at 0 & 180 degrees to each other. Having to nest these parts at 0 & 180 using the Brand-X product will further reduce the number of parts that the competition will nest down on each sheet.
Creating mini nests as a single part allows the press brake operator to fabricate multiple parts in one operation. Needless to say, bending 5 parts or 20 parts simultaneously dramatically improves the productivity of the press brake operator ( see attached ROI, 9 hours reduced to 1 hour ).
Most companies do not use a mini nest because it is time consuming to set the cut direction of each cutout, assign the lead-ins, assign tabs and sequence all the cutouts and the boundaries of each part when cutting the mini nest on a laser. Tooling a mini nest for the punch is equally as difficult for competitors.
The P.E.P. software does all of the steps necessary to create the mini nest automatically.

Should a part require that it be nested with the grain of the material, the P.E.P. software database tracks the grain direction for each individual part for ever and ever. Regardless of whether it is one day or six months, or the grouping of different parts to be nested together, each individual part will be automatically nested in accordance with the grain saved to the drawing database.
Most, if not all other nesting product do not save the grain constraint direction permanently. Some track grain in the current nest, however, if the nest is deleted and a different group of parts nested, the software will not nest the parts correctly. Some products actually require the user to remember that the part has grain and make it their responsibility to enter the rotation manually.
Because of the unique nesting requirements of the press brake, the rotation of parts can dramatically increase the number of required head raises.
A side benefit to all that has been mentioned about the P.E.P. nesting software is that the software always nests in patterns and therefore the number of actual head raises is often less than 5% of the total rapids.
For lasers having even a two second head raise time, this is a machine savings that is often 15% of the machine run time. By the end of a single day, this amounts to an hour or more just to raise the head, by the end of the month this amounts to days of laser machine time lost to head raises.
Competitors products on the other hand will generally have no less than 2 head raises per part and frequently more unless they have manually assigned or edited the lead-in location.
Nest with the Best